 Здравствуйте уважаемые самоделкины.
Здравствуйте уважаемые самоделкины.
Этот пост будет очень полезен тем, кто впервые решил заняться сваркой труб из полипропилена.
Дело это не сложное и не хитрое, но не зная некоторых нюансов, можно получить результат, который называется чёрте-что. И дабы такого не получилось, давайте подробно рассмотрим весь процесс.
Выбираем паяльник
Сперва пройдёмся по паяльнику, на тот случай, если Вы соберётесь его покупать. Замечательный инструмент. Всегда пригодится. Хоть для отопления, хоть для водоснабжения.
Но недавно, мне в магазине попался совсем не дорогой прибор, который шеф тут-же и купил на общак, так как мой как раз сгорел, скорее всего от старости.
По внешнему виду он почти ничем не отличается от своих собратьев, разве что без кейса, и у насадок стенки заметно тоньше чем обычно.
Так вот, Вам покупать такой, я очень не рекомендую. Тонкие насадки быстро греются, и быстро остывают. Никакой равномерности прогрева. Зато налипания остаются даже от качественных труб.
Насадки должны быть вот такими:

Сварка полипропиленовых труб
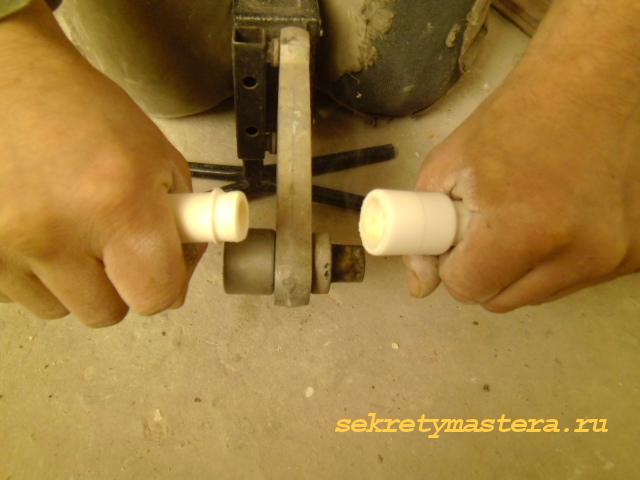
Для сварки труб используются различные фитинги — муфты, уголки, тройники, обводки. Они всегда мамки, а труба, соответственно, папка. Чтоб сделать сварное соединение, и труба и фитинг одновременно прогреваются в насадке паяльника, после чего вставляются друг в друга.
Всё вроде бы просто, но не тут-то было. Давайте подробно.
Во первых, во время прогрева не нужно давить на детали со всей дури. Достаточно с небольшим усилием подавать их навстречу друг другу, по мере плавления. Тогда обе они прогреются равномерно, и на одинаковую глубину.
На Ø20 это происходит очень быстро, на Ø32 и выше, гораздо дольше. Есть даже, в некоторых инструкциях, таблицы с временем прогрева.
Ну если у кого есть возможность сидеть над сваркой с секундомером, то можно использовать их, я же советую просто не спешить, и не засыпать, а равномерно и ровно подавать детали в насадку.
И труба и фитинг, при нагреве, входят в насадку на 15 мм. Это максимальная глубина. Следующий нюанс в том, что не нужно прогревать детали на всю эту глубину.
При сварке Ø20, достаточно прогреть их на 10 мм. Во время прогрева, хорошо видно не какую глубину просаживается фитинг, а вот на трубе, чтоб не "провалиться", желательно отметить 15 мм.


Вынимая детали из насадки, можно чуть-чуть покручивать их туда-обратно вокруг оси, чтоб избежать налипания полипропилена на насадку.


Теперь нужно вставить детали друг в друга и с усилием сжать. Они войдут друг в друга на нужную глубину, то есть на 15 мм, после чего конструкцию можно подкорректировать в течении 10 — 15 секунд.

При сварке больших диаметров, глубина прогрева увеличивается: Ø25 — 12 мм., Ø32 — 14 мм.
Такие ограничения делаются для того, чтоб избежать образования внутренних наплывов. Чем меньше диаметр, тем больше вероятность его образования. Причины обычно две: перегрев, и неровная подача элементов в насадку.
Вот результат перегрева, при плавлении и трубы и фитинга Ø20 на полную глубину, то есть на 15 мм.

Теперь представьте, что будет, когда такой-же наплыв будет с встречного конца. Так что будьте внимательны и не перегревайте детали. Если на муфтах этот момент можно ещё проконтролировать, то на уголках это сделать уже затруднительно.
И ещё один нюанс. Бывает что на насадке образовываются налипания. В большинстве случаев это происходит, когда попадаются некачественные трубы или фитинги, в основном отечественные РВК, турецкая Kalde, и что-то из дешёвого Китая, не помню названия.
Их надо сразу удалять плотной тряпкой, иначе придётся глотать на редкость едкий дым, и лицезреть грязные сварные швы. Снимается такое налипание легко, и если всё сделать быстро, то и риска обжечься нет никакого.



Ну вот вроде бы всё. Теперь вы сможете избежать все неприятности при сварке труб из полипропилена.
Желаю трудовых успехов.